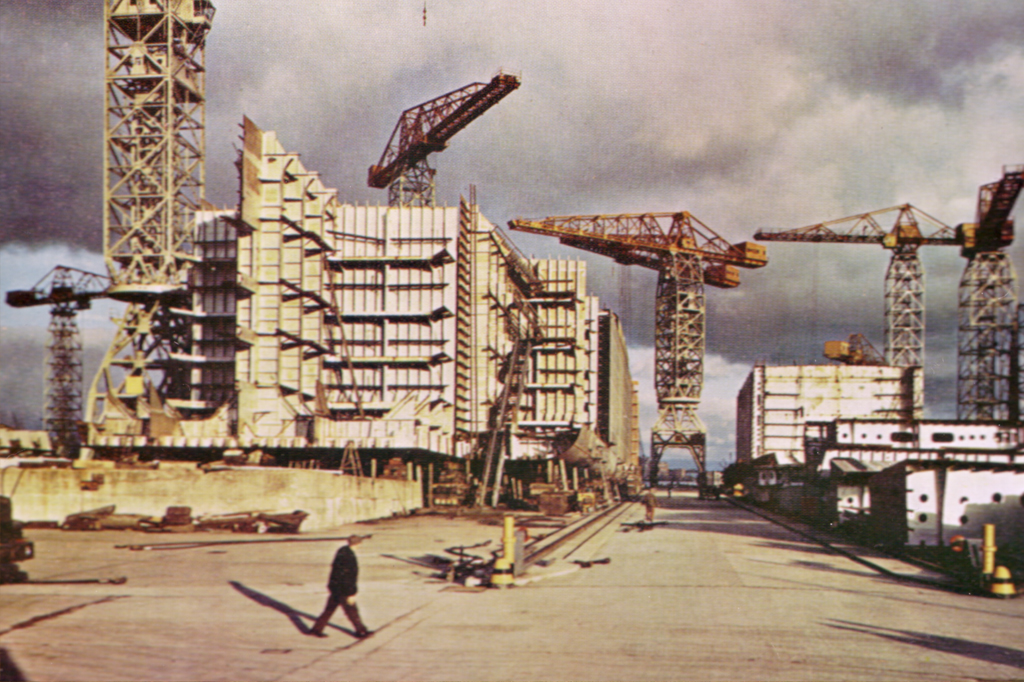
Shotblast and Paint Hall complex at Belfast
A shipyard's ability to construct massive
hull sections demands an equivalent ability to protect them from
corrosion - rapidly and effectively. This aspect of shipbuilding, the
surface preparation and subsequent coating of large complex weldments has
been undergoing significant change as modern yards throughout the world
move to new methods of construction.
Work-handling methods have assumed new
importance in an era of high labour costs; but a more rationalised
approach is also needed since stringent specifications now govern the
standards of surface preparation and paint application for optimum
coating life.
To
reach these standards surface protection procedures require that shot
blasting and coating - traditionally outdoor operations - be conducted
indoors, free from the vagaries of the weather. The paint hall provides
for enhanced production performance and to strict blasting and painting
standards.
The under-cover painting concept involves the
erection of a paint hail as part of the shipyard's production line.
Containing two or more paint cells, the hall is designed to handle, in
rotation, the surface preparation and Coating of fabricated sections. What
is probably the largest and certainly the most advanced example of this
concept is the multi-million pound paint hall recently completed in the
Belfast shipyard of Harland and Wolff, Limited, for whom Babtie Shaw &
Morion of Glasgow acted as the consulting civil and structural engineers.
Although at Harland and Wolff's yard shotblasting
and priming have been performed under cover for many years the new
facility meets the need for more economic methods of handling and
rationalises the Company's whole approach to the surface protection of
large weldments. Final painting of the ship is, of course, done outdoors.
Weldments up to 500 tonnes are shotblasted to a
predetermined international standard. This is followed by recovery of the spent
abrasive and then by the coating and curing processes. The entire operation is
carried out in dust-free surroundings in which ambient temperatures and
humidity's are controlled in order to meet the requirements of a particular
coating. The building of a modern ship - between 60 000 and 500 000tdw - is a
production line operation and a brief description of Harland & Wolffs steel
facility indicates the scale of operations and the role and purpose of the paint
hall.
Steel-working facilities
Steel in
standard plates and sections from the unloading quay is stored outside in four
main stockyard bays 245m long by 40m wide, provided with cranes of up to 16 tons
capacity for plates and 7 tons for sections. Buildings in this area house plant
for straightening, shotblasting and priming the plates and sections. Uncut
steel, after straightening, is passed on roller conveyors' through a high
production automatic airless shotblasting machine to remove mill scale. At this
early stage shotblasting poses few of the problems encountered when blasting
fabricated steel. Plates and sections are primed automatically. Blasted and
primed steel is transported to the plate burning shop for culling and edge
preparation and to the section shop for assembly line preparation of sections
for fabrication. Transferred to the panel shop for assembly line production
plates and sections are formed into stiffened panels of up to 240 tons weight.
The plate shop is 150m long and the section and panel shops are each 210m long.
Movement of plates is via a small transfer trolley. Sections travel via a
transverse co-ordinator.
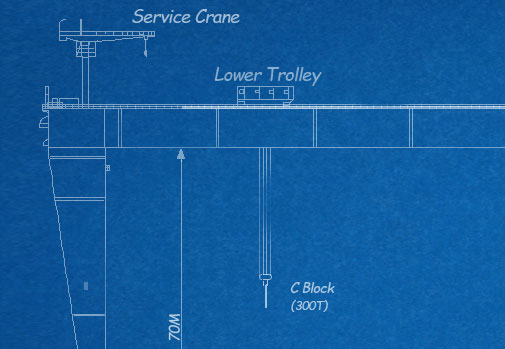
It is in the vast build-up shop, 180m long and 55m
wide with a height to eaves of 355m that ship sections of up to 500 tons in
weight are fabricated. Two 200- tonne and two 40-tonne cranes running on
rails at different levels cover the whole floor area. Large doors 21m high
permit the removal by transporter of the fabricated units to the paint hall.
Paint hall
Here
massive ship sections are sited on stools 2 metres high so that every
surface can be reached for blasting and coating.
Owing to earlier
handling and the welding and fabrication procedures, the weldments on
arrival must be blasted to achieve a surface suitable for application of
either conventional or modern sophisticated coatings. The average
estimated area to be blasted and coated per weldment is 560m , and is
normally accomplished by nine blasting operators. However the Harland and
Wolff paint cells have provision for operating with up to 13 operators.
Abrasive recovery time is reckoned additionally.
In practice all weldments are usually
blasted and painted in the same cell. This is permissible because of the
highly effective means adopted for recovering the spent abrasive and for
dust and paint fume extraction, and desirable because heat would be lost and
the risk of rain damage to the cleaned surface increased 8 tons of grit per
hour per unit. Each integrated Munkebo unit consists of two pumps and two
cyclone separator - collectors to remove dust and oversize particles.
Separated steel grit is delivered for re-use via the silos through a
vibratory air wash cleaner to storage hoppers, each of which is capable of
feeding five blast machines. Suction pick-up hoses and self-propelled cars
are employed for initial retrieval.
Heating,
ventilation, dust extraction, cleaning and painting
As
the primary purpose of dust extraction is to provide optimum operator
visibility a high rate of extraction is essential. High efficiency
extraction is also required to remove paint fumes. The advanced
ventilation and dust separation equipment demanded by the three operations
of blasting, painting and curing has been supplied by AB Bahco Ventilation
of Enkoping, Sweden. The firm has also supplied the plant through which
heated air enters the paint cell at ceiling level and is blown down to
floor level. Polluted air is extracted through wall vents close to the
floor. After cleaning, by scrubbing, it is vented to the atmosphere.
The Bahco cascade scrubbers installed in the main central corridor
operate on the principle of wet separation, using the impact of nigh
velocity air on liquid to create intense turbulence and droplet
dispersion. The dust-laden air is cleaned by intimate contact with the
liquid and the separated dust in the form of a sludge is collected for
disposal. Coatings are applied by the airless spray method. Six
wall-mounted 47:1 ratio pumps are allocated to each cell.
Additionally, and stored in the annexe, are six portable pumps with paint
mix and cleaning equipment.
Services and amenities
The Harland and Wolff paint hall includes suspended work platforms - six
electrically-operated platforms per cell with push button control;
compressed air system fed by four air compressors with outputs of 64m3/min
each al 8kg/cm2; fire protection system - the complete building is
monitored by flame smoke arid gas detectors; control room, and an amenity
annexe with lockers, showers and rest rooms for a 30-man shift.
Thus grouped under cover are the services and the essential equipment
needed for a high standard of surface protection a facility that is rapid,
effective and continuously available whatever the external circumstances.
The paint hall complex now nearing completion at Harland & Wolff's yard
sets the pattern of future developments in progressive shipbuilding yards
elsewhere.
Since 2007 the Paint Hall has been reinvented as "The Titanic
Studios". At 110,000 sq ft it is one of Europe’s largest film studios.
Attracting producers such as HBO, Universal and Playtone, the set has
welcomed international productions including ‘Game of Thrones’, ‘Your
Highness’ and ‘City of Ember’.

|
|
 The PartnersHarland, Wolff, Pirrie and Wilson
The PartnersHarland, Wolff, Pirrie and Wilson
 The HatsChairmen, MD's, CEO's
The HatsChairmen, MD's, CEO's
 Sir Frederick RebbeckChairman 1930-41 1944-62
Sir Frederick RebbeckChairman 1930-41 1944-62
 Sir Charles PalmourChairman 1941-1944
Sir Charles PalmourChairman 1941-1944
 John S BallieChairman 1962-1965
John S BallieChairman 1962-1965
 Dr Dennis RebbeckChairman 1965-1966
Dr Dennis RebbeckChairman 1965-1966
 Sir John MallabarChairman 1966-1970
Sir John MallabarChairman 1966-1970
 Joe R EdwardsChairman 1970
Joe R EdwardsChairman 1970
 Alan WattActing Chairman 1970-1971
Alan WattActing Chairman 1970-1971
 Lord RochdaleChairman 1971- 1975
Lord RochdaleChairman 1971- 1975
 Sir Brian MortonChairman 1975-1980
Sir Brian MortonChairman 1975-1980
 Victor Alexander CookeChairman 1980-1981)
Victor Alexander CookeChairman 1980-1981)
 Vivian WadsworthChairman 1981-1982
Vivian WadsworthChairman 1981-1982
 Sir John ParkerChairman 1982-1992
Sir John ParkerChairman 1982-1992
 Islandmen(and Women)
Islandmen(and Women)
 Save our ShipyardSupport and solidarity
Save our ShipyardSupport and solidarity
 The War MemorialsWe Will Remember Them
The War MemorialsWe Will Remember Them
 The Bible Class
The Bible Class
 Nicknames
Nicknames
 The Yarns(and Tall Tales)
The Yarns(and Tall Tales)
 The Shipyard IndentureJW Mullholland
The Shipyard IndentureJW Mullholland